

Powder coatings are primarily composed of plastics, based on high-molecular-weight organic compounds, and can be classified as follows:
① Thermoplastic Powder Coatings: Thermoplastic powder coatings behave similarly to thermoplastic plastics; they can be repeatedly melted and formed multiple times when heated. The repair strips formed by thermoplastic powder coatings (see Fig. 3-99) exhibit excellent elasticity and flexibility.
To successfully apply thermoplastic powder coatings to the can seam area and form the thinnest possible pore-free coating layer (for cost efficiency), it is crucial to select an appropriate powder particle size. Experience shows that powders with a maximum particle diameter of 100 μm can form a pore-free coating as thin as 50 μm. When the powder melts during heating, it fuses together, and the coating’s thickness and density are closely related to the particle size distribution, which directly affects the cost of the powder repair process. Powder with an average particle diameter of 50 μm can achieve a minimum pore-free coating thickness of 25 μm, provided the powder carries a sufficiently high electrostatic charge to form a dense coating on the seam area.
Thermoplastic coatings possess excellent plasticity and mechanical properties. Even with thicker coatings, the layer remains intact during subsequent processes like flanging, necking, and rolling, even without an oxygen-free protective process at the seam. However, for cost efficiency, the coating should be applied as thinly as acceptable. Thin coatings should ideally contain no oxides at the seams to facilitate subsequent processing.
The baking and curing time for thermoplastic powder coatings should be 8–10 s to ensure the powder layer fully melts and forms a dense, pore-free coating.
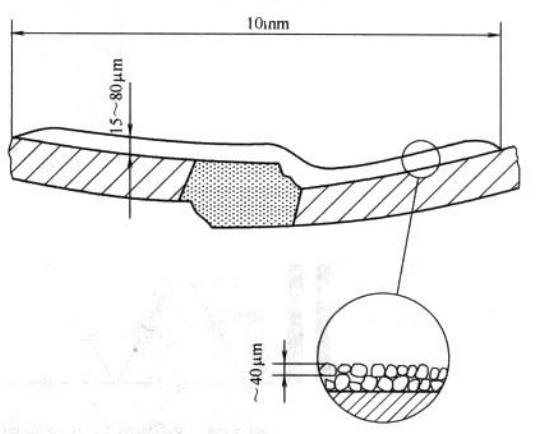
Figure 3-100 Thermosetting Powder Touch-Up Strip
② Thermosetting Powder Coatings: Thermosetting powder coatings cannot be reshaped after heating; once melted and formed, they cannot be remelted. The repair strips formed by thermosetting powders are less flexible than those of thermoplastic powders. This type of powder is suitable for an average particle diameter of 30–40 μm, providing the necessary flow during repair. During the curing stage after prepolymer melting, a polymerization reaction occurs, forming high-molecular-weight compounds. Thermosetting powders can achieve relatively thin repair layers (see Fig. 3-100), reducing the cost of powder repair to levels close to liquid coatings.
A comparison of the costs of different coatings is shown in Fig. 3-101 and Table 3-5,
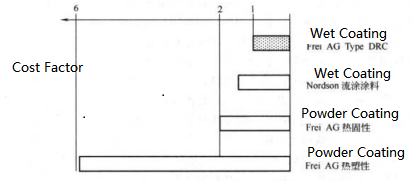
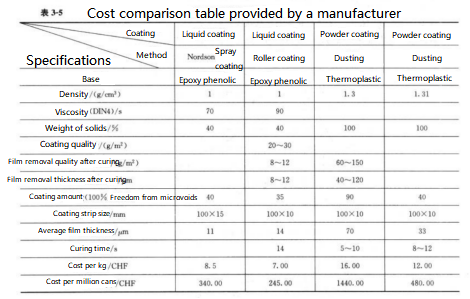
indicating that thermoplastic powder coatings are the most expensive.
③ Mixed Thermoplastic and Thermosetting Powder Coatings: To enhance the overall properties of powder coatings and adapt to different contents and conditions for protection and flexibility, manufacturers often mix thermoplastic and thermosetting powders in specific ratios. This produces various powder types with improved mechanical properties, application performance, and repair effects. When using powder repair equipment, minor mixing during powder changes does not significantly affect performance.

{kind=link}